Mettre en évidence:
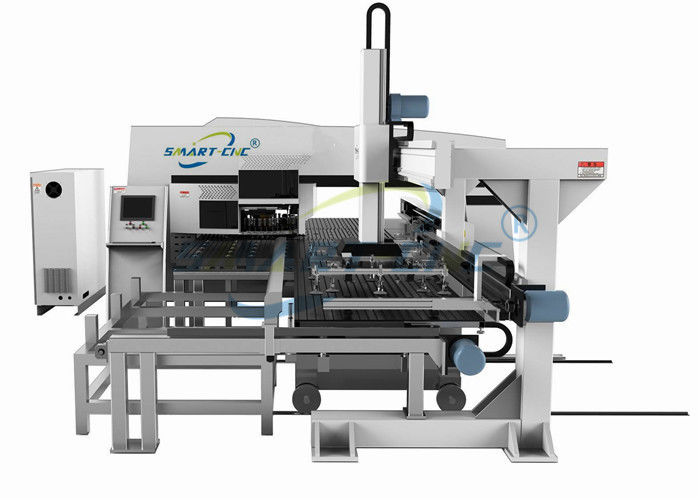
poinçonneuse de tôle de commande numérique par ordinateur
, poinçonneuse de trou automatique
Poinçonneuse de commande numérique par ordinateur de tourelle de trou automatique hydraulique complètement automatique de haute qualité de la poinçonneuse 1250×3200
Un. Paramètre technique principal de machine
Caractéristiques principales :
1. le système entraîné par un moteur électrique Double-servo, adopte le moteur servo de grand couple et l'unité conduits directs d'entraînement avec la capacité de surcharge élevée de réaliser la consommation basse d'énergie, l'efficacité élevée de transmission, la représentation fiable et l'entretien commode
2. La tourelle avec la bague est de processus dans les paires
3. pneumatiques importés, la lubrification et les composants électriques assurent la fiabilité de la machine entière
4. la grandes voie de guidage et vis à billes d'avance du Japon ou d'Allemagne assure l'alimentation élevée précise
5. Elle adopte la table de travail fixe et mobile, le plat en plastique de table de travail, pleine table de brosse avec les boules de levage pour que charger réduise la charge de travail et le temps de travail auxiliaire pendant le chargement de feuille
6. le cadre soudé de type o a été vibré pour deux fois, l'effort a été supprimé complètement. Le cadre est traité par le pentahedron de double-side de l'Allemagne SHW traitant le centre en même temps, aucun besoin de faire le positionnement de la deuxième fois
7. la bride de flottement avec la force de fixage importante assure l'alimentation à l'étable ; le chariot intégré assure la bonne rigidité et le mouvement commode de la bride
8. l'axe des abscisses adopte la structure de crémaillère conduite par le moteur servo et la boîte de réduction, axe des ordonnées adopte la double-vis à billes conduite par les doubles moteurs servo, caractéristiques de cette structure avec la vitesse d'alimentation rapide, précise haut et alimentation à l'étable
9. le système de lubrification de central est adopté pour envoyer la graisse de lubrification au point de lubrification relatif directement, réduction du frottement de chaque paires fonctionnantes et augmentation de la durée de vie.
Système de commande numérique par ordinateur
contrôle de couleur de l'affichage à cristaux liquides 7.5-inch
Port arrière : Reliez l'entrée-sortie d'interface, de RS232C, de distribution et d'intégration d'USB de panneau de commande de commande numérique
1, axe, commande numérique indépendante du mouvement du même rang tridimensionnel.
2, la commande et verrouillage de vis de boule de précision commandée de moteur servo.
3, les coordonnées tridimensionnelles peuvent être manuellement mouvement jeûner, lent et par accroissement.
4, les coordonnées absolues et programmation de coordonnées relatives.
5, compensation de logiciel de contrecoup de vis.
6, entrée de données décimale.
7, utilisant la programmation de code de la norme de l'OIN OR.
8, rappel, modifient, suppriment, insèrent d'autres fonctions d'édition.
9, l'autodiagnostic de répétitions, le programme montre une erreur.
10, surintensité, surtension, surchauffant, protection fausse de phase.
11, points de rupture continuent des fonctions de traitement.
12, maintiennent le contrôle pneumatique
13, logiciel d'opération : compatible avec des fenêtres
Système de lubrification 14 : système de lubrification automatique
15, l'arrangement de vitesse : stepless
Deux. Description satisfaite de machine
1. système de contrôle : Système adoptez de l'Espagne Fagor/Siemens commande numérique par ordinateur, contrôle de boucle semi-fermé, coopérez avec le module servo de poinçon de commande numérique d'Estun, qui peut réaliser le contrôle de quatre axes en même temps, équipé d'USB, l'interface de communication R232 qui peut réaliser la réception, programmant à l'arrière plan.
Logiciel : Adopte le logiciel de CNCKAD peut réaliser que des graphiques d'AutoCAD convertit automatiquement traiter la procédure, apporte leur propre gestion de bibliothèque de moule, optimisation automatique de chemin de traitement, réalise la relocalisation automatique matérielle de planche, la relocalisation automatique de plat, aucune zone en angle mort pour le traitement ; L'opération est simple, et peut réaliser l'opération d'un-clic ;
2. estampillage du sujet : Le fuselage est type la soudure en acier, le passage d'O de totalité en gâchant le traitement, s'assure le bon aspect d'équipement et la stabilité à long terme ;
3. organisation de tourelle : Adoptez la fonte nodulaire de haute résistance pour mouler dans le plat épais intégral de moule de tourelle, épaisseur est 80mm, par le traitement thermique à se débarasser de l'effort interne, bon rigide, stabilité de précision, capacité résistant aux chocs bonne ; considérablement amélioration de la durée de vie de moule ;
4. moule : adopte le moule épais standard de tourelle d'AMADA, commode pour l'entretien et la fourniture quotidiens ;
5. moteur/commande : Le moteur servo de haute puissance d'Aston et le système servo d'entraînement, expédient 3000 r/min, vitesse d'alimentation élevée, haute précision ;
6. vis de boule de transport : Vis de boule de l'Allemagne, précision de catégorie de l'attainability 5 ;
7. rail de guide : Guide linéaire de Taïwan, avec un glisseur de type bride plus large pour assurer l'équipement actionnant plus de stabilité ;
8. cylindre d'orientation : Cylindre de marque de la Corée d'importation pour réaliser le positionnement précis du but du verrouillage ;
9. réducteur : Le réducteur de ver de turbine de précision, avec la fonction à bande de frein, ramènent l'impact au moteur servo après que l'opération ultra-rapide de moule, garantissent en même temps l'exactitude de positionnement ultra-rapide de tourelle ;
10. bride : Adoptez le type bride pneumatique de flotteur, pouvez être ainsi que des plats flottent, évitent la déformation de plats ;
11. table de fonctionnement : Les partie supérieure du comptoir mélangées par bille d'acier de haute qualité de brosse, réduit considérablement le mouvement de plat de frottement, surface efficace de plat de protection ;
12. Système de lubrification : Adoptez le système de contrôle automatique de la station d'huile, selon le temps de préréglage, le rail de guide, la vis etc. le mécanisme que principal de transmission peut réaliser la lubrification centralisée automatique ;
13. Composants électriques principaux : les relais, les capteurs photoélectriques, le contacteur, etc. tous adoptent la marque d'Omron et de Schneider, garantie à long terme la sécurité du dispositif ;
station 14.Rotating : Adoptez la structure standard du mécanisme de rotation de ver et de roue de ver, le mécanisme entier est traité par l'installation de fabrication de meulage de haute précision, garantit entièrement le centrage de supérieur et plus bas moule après rotation à long terme de station tournante, augmente la durée de vie du moule, résout effectivement la difficulté de l'angle arbitraire poinçonnant et équilibrant ;
15. Estampillage du système servo principal : Adoptant le moteur servo de haute puissance d'ESTON, la fréquence de poinçon jusqu'à 1900 fois, écurie de force de poinçon, utilisant le refroidissement par l'eau, la stabilité est plus haute.
Trois. Liste de configuration
| Article |
Nombre de Modèle-partie |
Fabricant |
| (1) système de poinçon servo |
| Système servo |
EMT2-200GW-LAVA30-001 |
NANJING ESTUN |
| Refroidisseur d'eau |
Esw-5000c-01 |
HEBEI TONGFEI |
| Unité de puissance |
MP-20TGW-03 |
NANJING ESTUN |
| système de transmission (de 2) |
| Voie de guidage linéaire |
Selon les impératifs techniques |
Taïwan HIWIN |
| Vis de boule |
Selon les impératifs techniques |
Taïwan TBI |
| Rapport |
Selon les impératifs techniques |
Le Japon NSK |
| Réducteur |
RV110 |
WEIHUANG |
| (3) composant pneumatique |
| Triplet |
BFL3000 |
airTAC |
| Valeur magnétique |
4V220- (3V210-08-NC) |
airTAC |
| Cylindre |
ADVU-80-45-PA |
airTAC |
| Commutateur magnétique |
Selon les impératifs techniques |
airTAC |
| (4) appareil électrique |
| Système de commande numérique par ordinateur |
Commande numérique par ordinateur 8055i/Power-M |
L'Espagne FAGOR |
| Système servo d'alimentation |
Moteur servo de série de SME (Y : 5.5KW X : 4.5KW T : 1.8KW C : 1.2KW) |
NANJING ESTON |
| Briseur |
Marque d'emblème |
La France Schneider |
| Contacteur |
Marque d'emblème |
La France Schneider |
| Relais |
Marque d'emblème |
Le Japon OMRON |
| Commutateur de proximité |
Marque d'emblème |
Le Japon OMRON |
Quatre. Pièce de moule
1.Supplier fournit le moule épais standard de tourelle d'Amada de 32 ensembles, y compris le moule rond, moule de place, moule de rein, si ayant le moule en forme spéciale ou le moule non standard du moule etc. de bout droit, notre société selon le surcoût d'offre de société de moule, l'information acquéreuse fournissait par le fournisseur que l'acheteur peut acheter seuls.
2. En raison des conditions de la production, telles que l'épaisseur de feuille changeant, seulement le besoin de changer le moule inférieur, ajustent le dégagement de moule. 85 séries adoptent la norme internationale, économie s'appliquent, achat commode, facile à l'entretien.
distribution 3.Station : A : 18 ensembles, B : 8 ensembles, C : 2 ensembles, D : 2 ensembles, index automatique de C : 2 ensembles.
gamme 4.Size de chaque station :
Une taille de station : 1.6-12.7mm
Taille de station de B : 12.8-31.7mm
Taille de station de C : 31.8-50.7mm
Taille de station de D : 50.8-88.9mm
Spécifications de poinçon de tourelle de commande numérique par ordinateur
| Nom modèle |
|
Poinçon mécanique de commande numérique par ordinateur |
Poinçon hydraulique de commande numérique par ordinateur |
Plein poinçon servo de commande numérique par ordinateur |
| Modèle de produit |
|
SKC30-16 |
SKC30-24 |
SKCX30-24 |
SKTC30-24 |
SKYC30-32 |
SKSC30-32 |
SKSC30-36 |
| Force nominale |
KN |
300 |
300 |
300 |
300 |
300 |
300 |
300 |
| Taille de table de fonctionnement |
millimètre |
1250×2500,3200,4000,5000 1500×2500,3200,4000,5000 |
| Nombre de station |
Morceaux |
16 |
24 |
24 |
24 |
32 |
32 |
36 |
| Diamètre de Max.punching |
millimètre |
Ø88.9 |
Ø88.9 |
Ø88.9 |
Ø88.9 |
Ø88.9 |
Ø88.9 |
Ø88.9 |
| Diamètre de la station Max.punching de rotation |
millimètre |
non |
non |
Ø50.8 |
Ø50.8 |
Ø50.8 |
Ø50.8 |
Ø50.8 |
| Haches de contrôle |
Morceau |
3 |
3 |
4 |
4 |
4 |
5 |
5 |
| Exactitude fonctionnante |
millimètre |
±0.1 |
±0.1 |
±0.1 |
±0.1 |
±0.1 |
±0.1 |
±0.1 |
| Fréquence de poinçon |
Hpm |
160~250 |
160~250 |
160~250 |
0~500 |
0~500 |
0~500 |
0~500 |
| Vitesse de Max.move pour le plat |
m/min |
60 |
60 |
60 |
60 |
60 |
60 |
60 |
| Épaisseur de Max.plate |
millimètre |
6 |
6 |
6 |
6 |
6 |
6 |
5 |
| Pression atmosphérique |
MPA |
0,55 |
0,55 |
0,55 |
0,55 |
0,55 |
0,55 |
0,55 |
| Puissance |
Kilowatt |
18 |
20 |
21 |
28 |
28 |
|
|


 Votre message doit contenir entre 20 et 3 000 caractères!
Votre message doit contenir entre 20 et 3 000 caractères!